-
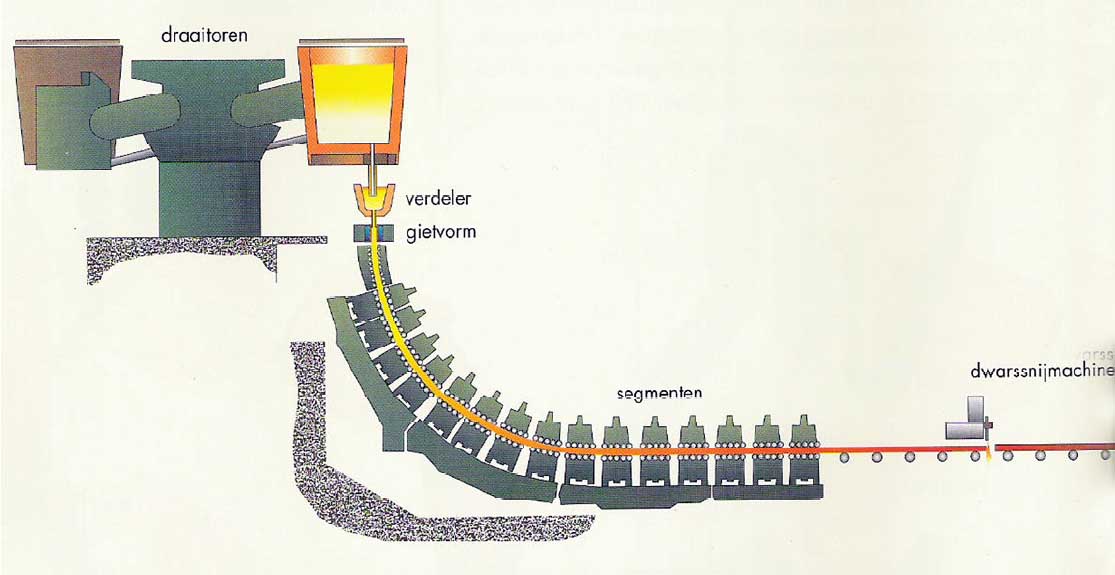
Vroeger werd blokgieten toegepast, nu werkt men met een continu gieterij zodat men het staal niet meer moet laten stollen (om die opnieuw te moeten opwarmen op die te walsen).
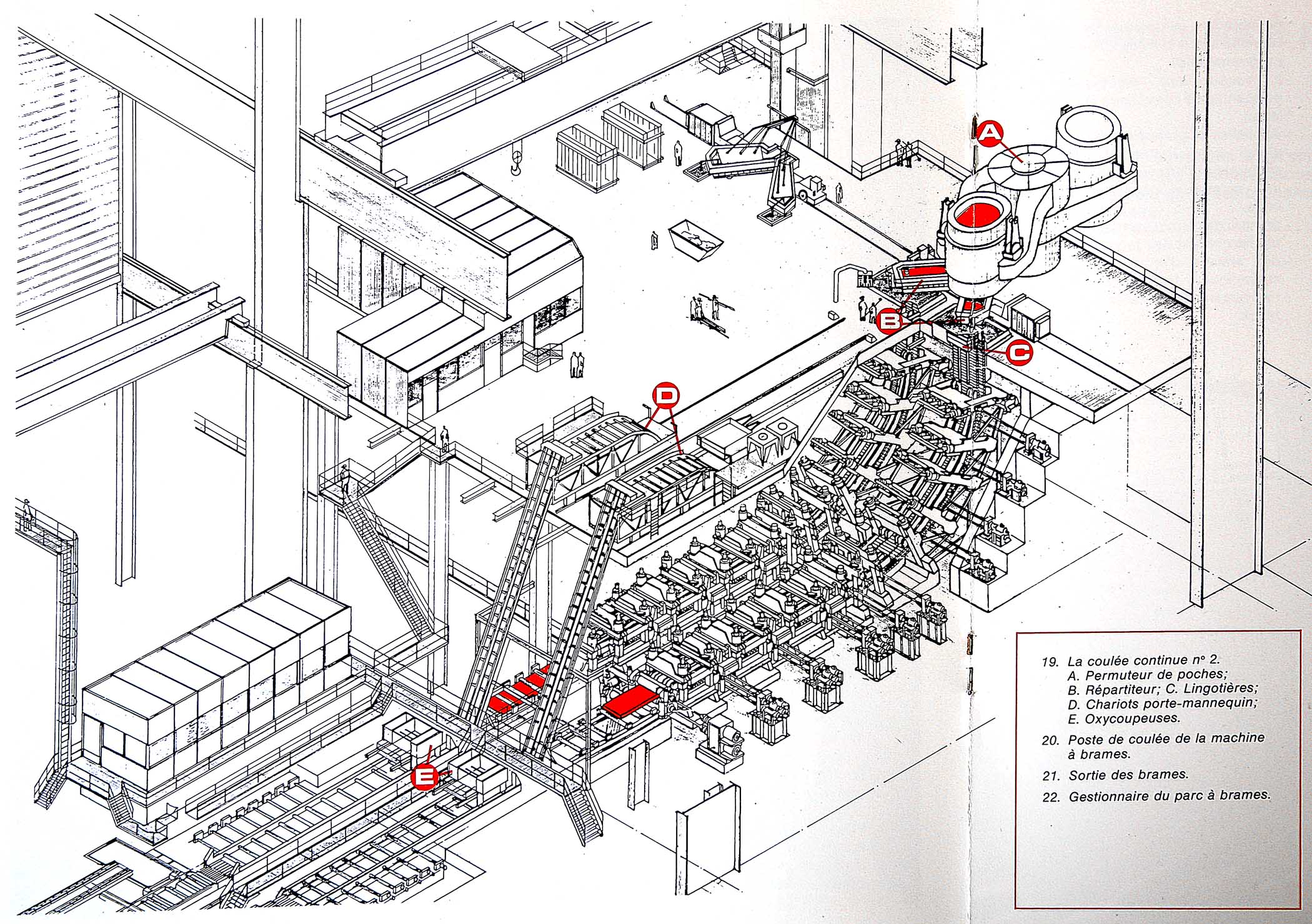
Continu gieterij De streng wordt afgebogen terwijl de binnenkant nog gloeiend is. De geleidingsrollen worden ook met water gekoeld. Op het einde van het proces wordt het staal op maat gesneden met een zuurstofbrander (het staal is dan nog roodgloeiend). Men bekomt plakken van ongeveer 20cm dik en 2 meter breed (de lengte van de gietvorm). De lengte van de plakken bedraagt 5 meter.
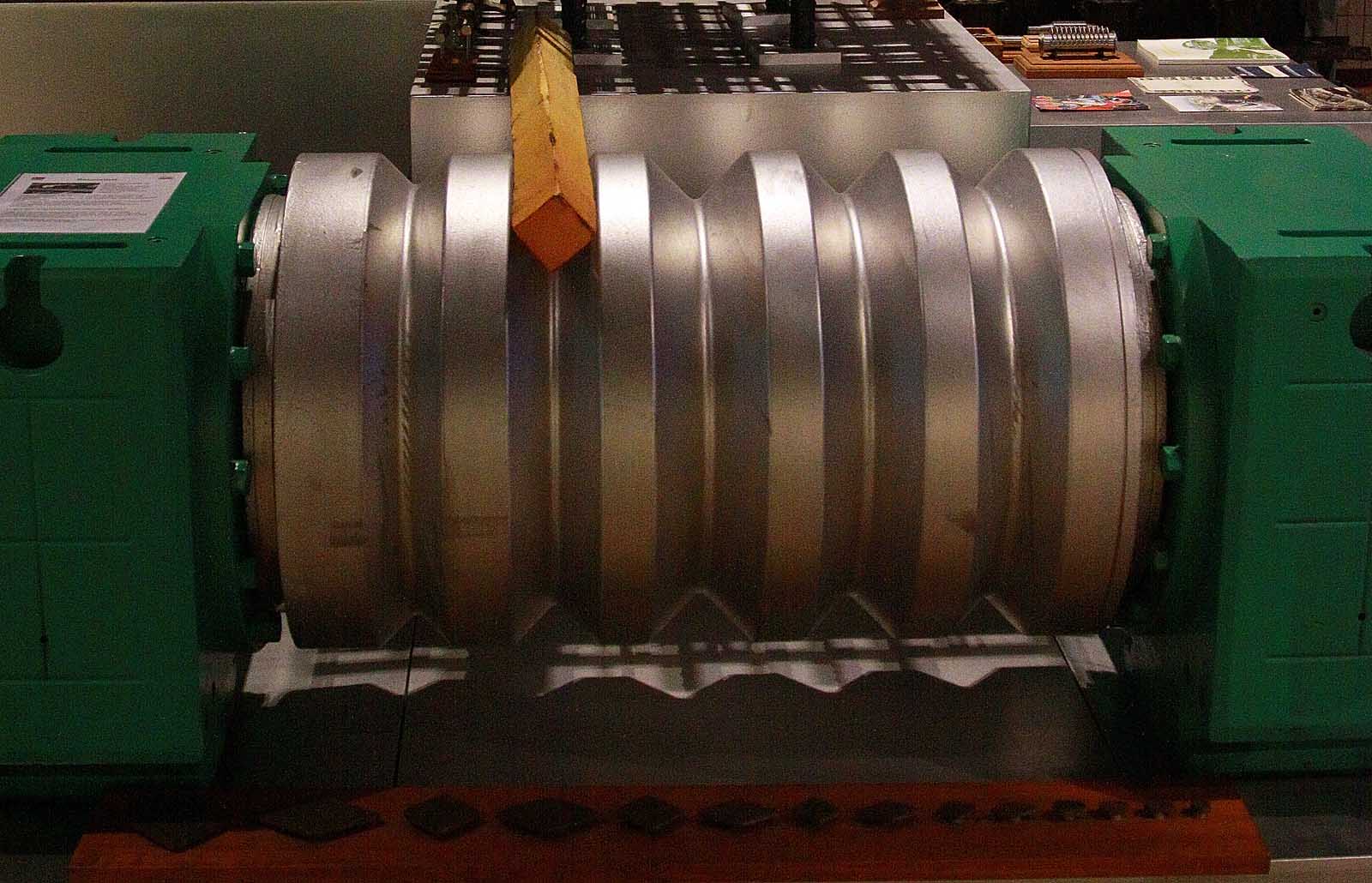
Men kan de plakken ook in de lengte snijden, men bekomt dan knuppels die gebruikt zullen worden om bijvoorbeeld staaldraad of betondraad te maken. Dikke knuppels (blooms) worden gebruikt om rails te maken.
De plakken kunnen verkocht worden als halffabrikaat, maar vaak worden de plakken ter plaatse warmgewalst tot staalplaat van een paar millimeter dik en opgerold tot coils.
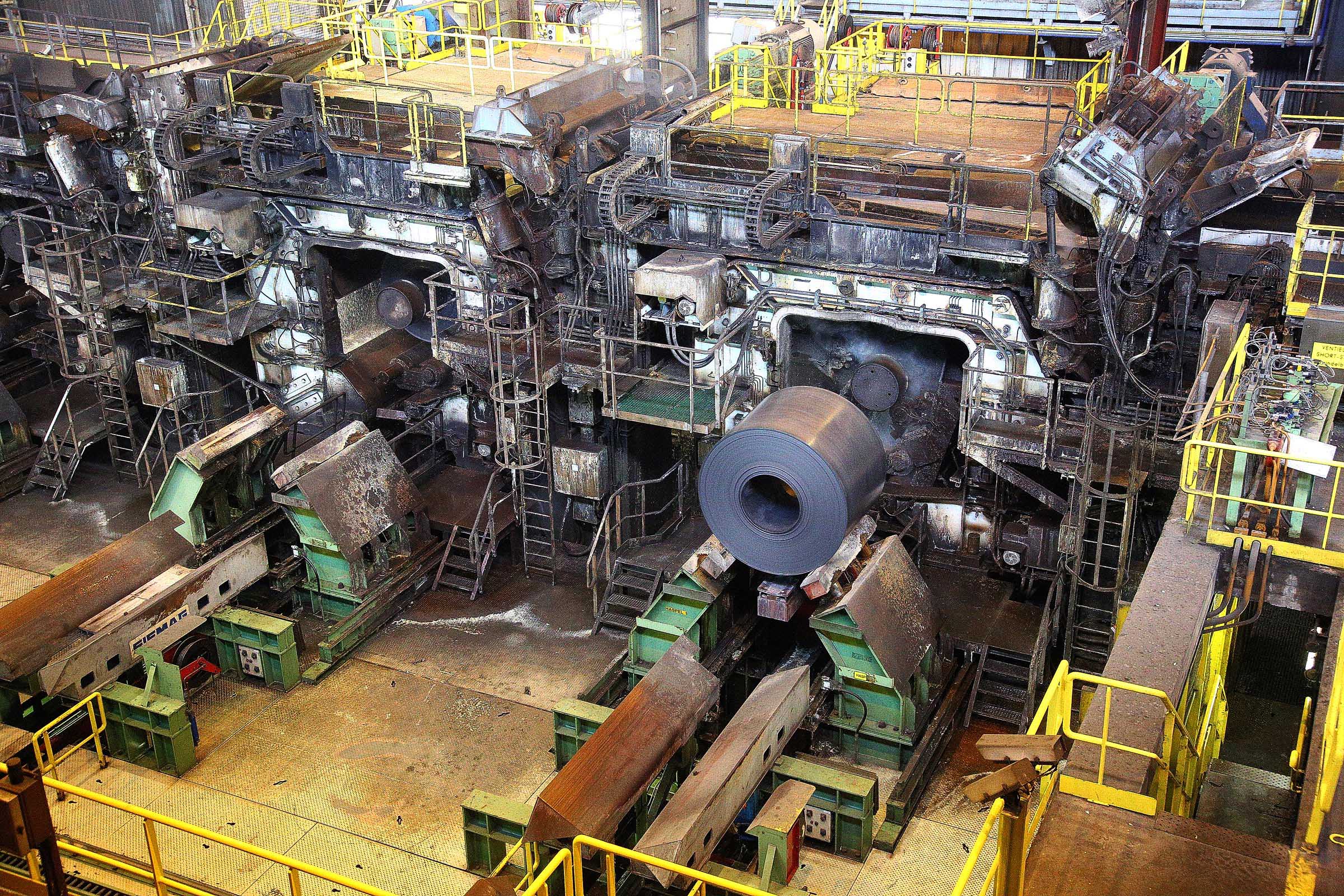
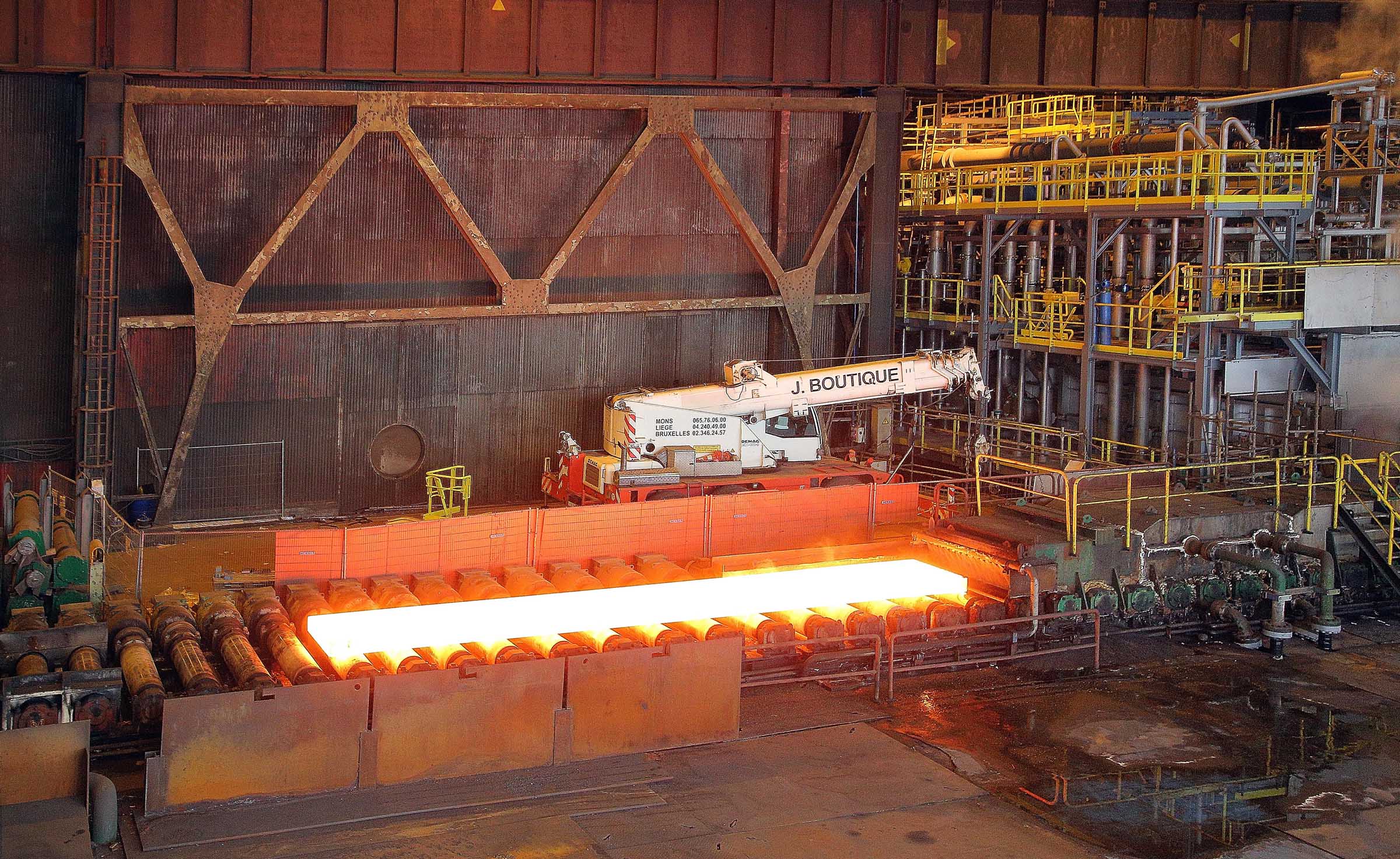
Warmwalsen In plaats van staal op rol (dat verder bewerkt zal worden) kan de warmwalserij ook staalplaten voor de bouw maken: traanplaat, damwanden, enz. Na het opnieuw opwarmen van de staalplakken wordt de oxidelaag verwijderd (zie hieronder)
De eerste wals is een heen-en-weer wals: tussen iedere doorgang van de plak worden de rollen bijgesteld. De stalen plak wordt afgeplat tot een lange plaat. De kop en de staart worden afgesneden. De plaat passeert dan door verschillende walsen die sneller en sneller draaien (zie hieronder).
Iedere plak wordt afzonderlijk bewerkt en levert één coil. Na het walsen wordt de staalplaat met een waterstraal gekoeld. Als de coils de warmwalserij verlaten hebben ze nog een temperatuur van 600°C. De coils worden opgeslagen in een loods om verder af te koelen. Bij bepaalde installaties worden de coils nabehandeld als ze goed afgekoeld zijn: de coils worden afgewikkeld en aan elkaar gelast om een lange band te vormen. De band gaan in een zuurbad om onzuiverheden te verwijderen en wordt dan verschillende keren gespoeld. Als laatste behandeling wordt er een dunne laag olie op de band gespoten. De band wordt opnieuw gewikkeld. De behandelde coils worden dan klaargemaakt voor verzending.
Koudwalsen Na de walserij komt er de oppervlaktebehandeling (galvaniseren), bijvoorbeeld een nikkelbad. Dunne staalplaat wordt gebruikt in de auto-industrie (koetswerk), voor conserveblikken en in de electro-branche (behuizing van apparaten). Fotos afkomstig van de warmwalserij van Sidmar (ArcelorMittal Gent). |





Publicités - Reklame