| Un de mes livres d'école de mes parents: un traité de chimie datant des années 1950. L'occasion de vous donner un petit appercu de l'histoire de la production de fer et d'acier. Nous terminons la visite guidée avec la coulée en lingots. |
-
Traité de chimie
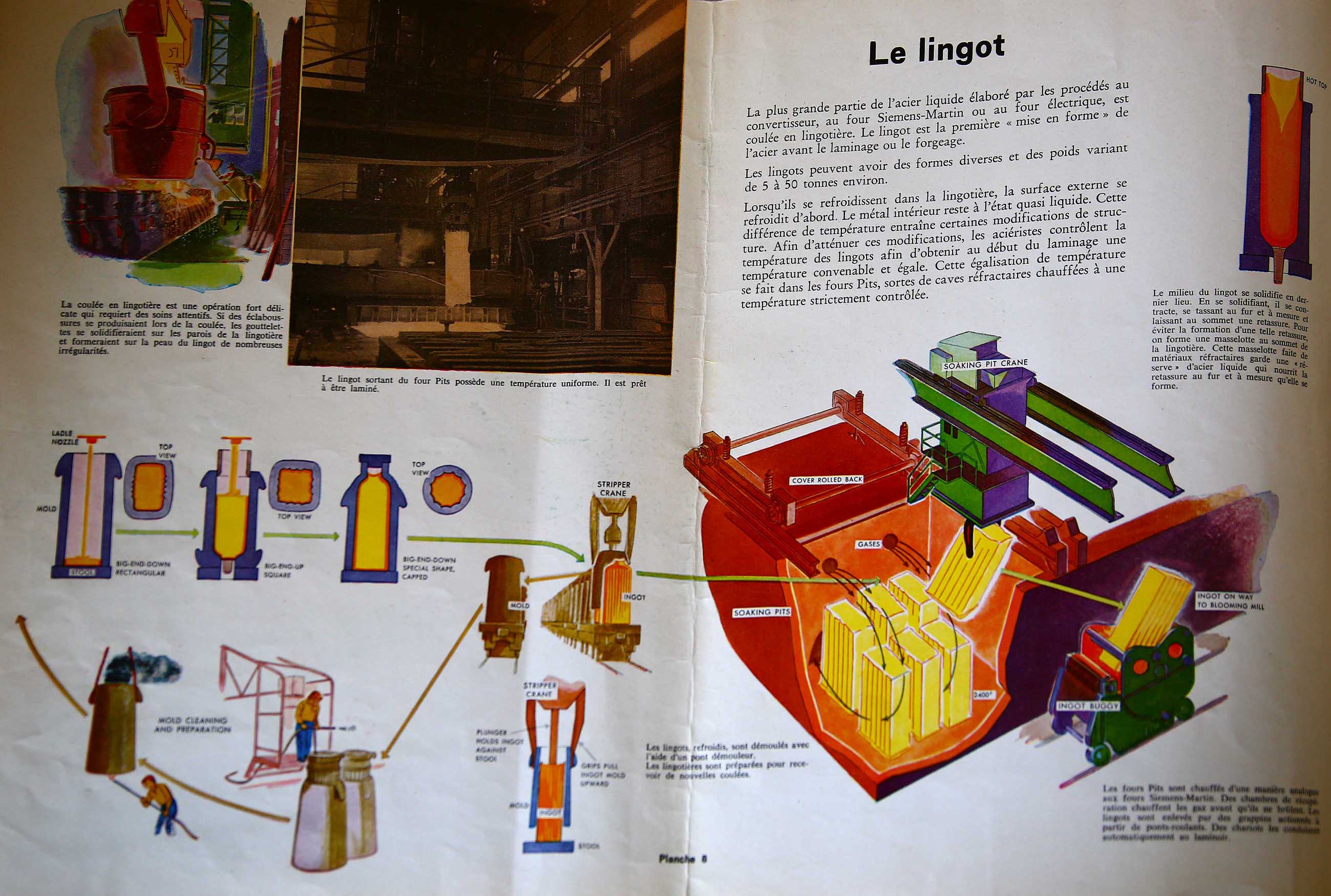
 A la sortie de l'aciérie, nous avons de l'acier liquide. L'acier doit maintenant être travaillé. A l'origine, on le laissait se solidifier sous forme d'immenses lingots de plusieurs tonnes (coulée en lingots).
A la sortie de l'aciérie, nous avons de l'acier liquide. L'acier doit maintenant être travaillé. A l'origine, on le laissait se solidifier sous forme d'immenses lingots de plusieurs tonnes (coulée en lingots).
L'avantage de ce système, est que les dernières impuretés migrent vers la zone encore liquide. On amplifie l'effet en plaçant un couvercle ignifuge au dessus de la lingotière. Après démoulage, on élimine environ 5 à 20% du haut (il s'agit de l'acier qui contient le plus d'impuretés). La coupe transversale à droite montre la migration des impuretés. Cette migration des impuretés était surtout un avantage quand l'épuration de l'acier était moins évoluée. La coulée en lingots, simple mais demandant de nombreuses étapes, n'est plus utilisée que pour la fabrication d'alliages spéciaux en petite série.
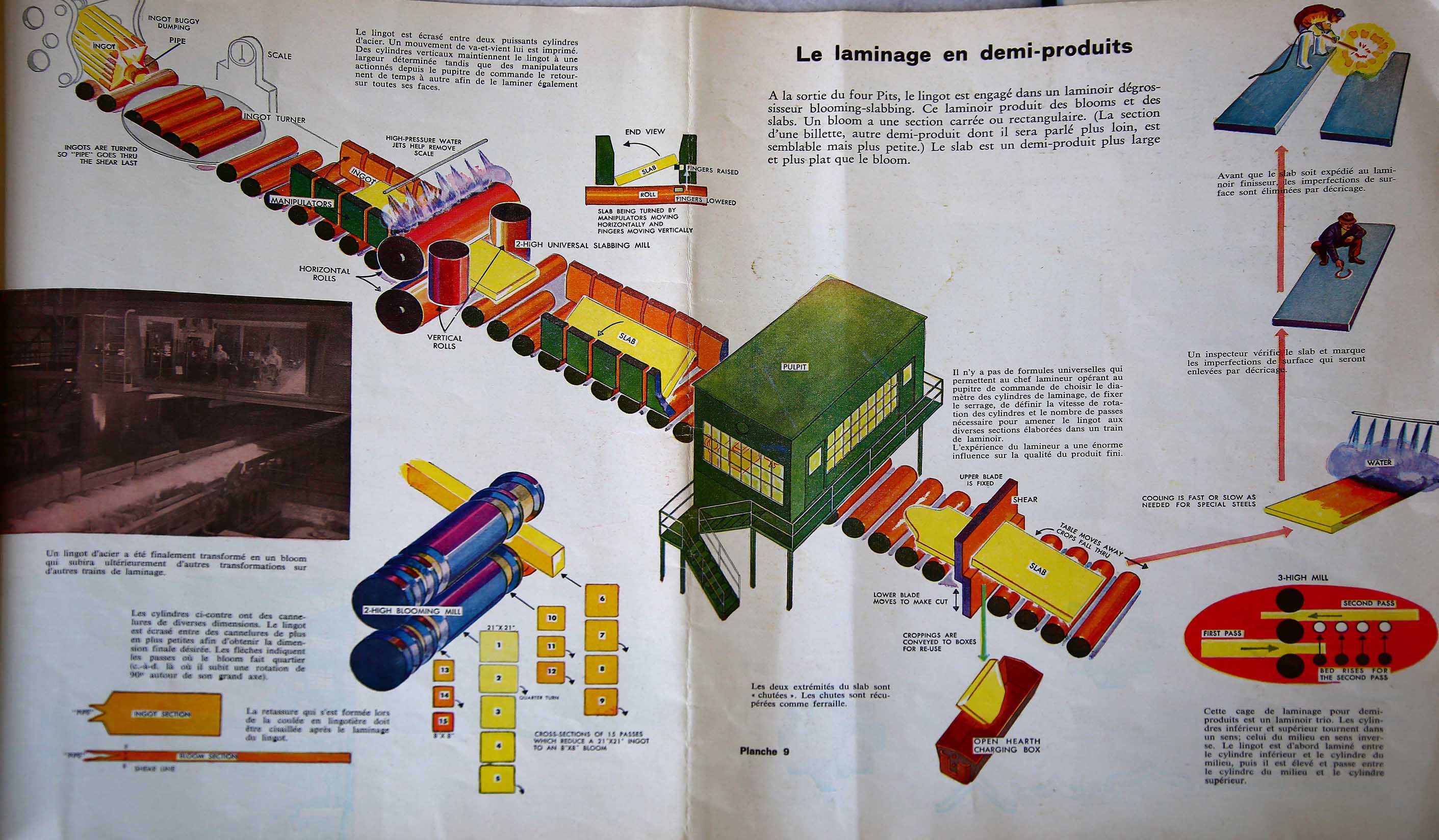
Il se produit également un retassage pendant la solidification (réduction de volume et naissance de crevasses). Les bulles restantes et les crevasses sont écrasées lors du laminage à chaud et n'ont aucun effet négatif. Les lingots sont stockés et puis réchauffés à 1200° dans un four Pits (puits d'égalisation) avant le laminage à chaud qui va en faire des produits semi-finis (billettes, blooms et brames).
Les figures à gauche montrent la coulée de l'acier en lingotières et leur démoulage après refroidissement. Ensuite les lingots sont placés dans un four Pits pour être laminés. Le laminage à chaud produit des blooms de section carrée (pour faire des produits longs) et des brames (slabs) de section rectangulaire pour faire des produits plats. Les brames et les blooms doivent à nouveau passer dans un second train de laminage à chaud. La tôle ainsi obtenue (épaisseur d'1 à 4mm) est enroulées sous forme de coils.
Passage à la coulée continueLe réchauffement des lingots demande beaucoup d'énergie mais permet d'avoir une réserve de marche: une panne dans une partie de l'installation n'entraine pas l'arrêt de tout le site. Même la coulée continue, qui permet de réaliser des produits semi-finis en une opération continue (coulée continue et laminage à chaud) n'est pas toujours utilisée: la réserve de marche sont ici les brames et les blooms qui sont réchauffées avant le passage au laminage à chaud.L'acier effervescent ne peut pas être utilisé en coulée continue car il augmente les risques de percée de la coulée. L'acier doit être de très bonne qualité, puisque les impuretés se retrouvent partout dans le produit, le rendant fragile. Avant la coulée, on ajoute de la poudre d'aluminium ou de silicium qui vont lier l'oxygène et flotter à la surface du bain. Il s'agit maintenant d'acier calmé. La technologie utilisée lors de la coulée a donc également une influence en amont sur l'aciérie. |

Publicités - Reklame